Lower Replacement Cost, Decrease Energy Consumption
The HLR 100C enables packaged RTU systems to be replaced with smaller tonnage systems which cost less and consume less energy. Modules recover energy by cleaning indoor air using Sorbent Ventilation Technology® so that indoor air can be safely recirculated. The HLR 100C complies with ASHRAE Standard 62.1 and is easily integrated with most standard RTU curbs. The award-winning, industry-proven Sorbent Ventilation Technology inside the HLR 100C helps owners lower equipment replacement costs, decrease energy consumption, and achieve decarbonization goals with the easiest, most cost-effective ventilation solution on the market.

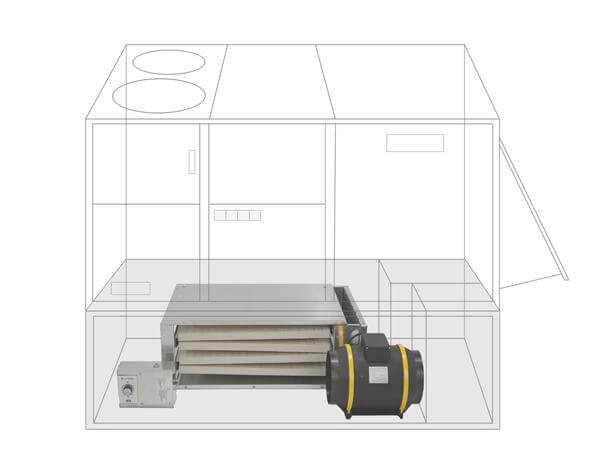
HLR 100C module inside a curb

How it Works
Indoor Air Scrubbing
HLR 100C modules are integrated with packaged rooftop HVAC equipment by installing them inside standard roof curbs. Air is drawn into the HLR 100C by internal fans, which push the air through sorbent filters that capture and remove all the contaminants of concern from the air stream. Without producing any byproducts, the HLR 100C then pushes clean air back into the return air stream. By cleaning recirculated air, outside air ventilation rates can be safely reduced by up to 85%, and new HVAC equipment can be downsized, using the ASHRAE Standard 62.1 IAQ Procedure.
What's Inside the HLR 100C Module?

Broadly Applicable
The HLR 100C can be easily integrated with standard commercial RTUs ranging in capacity from 3 to 25 tone. Pairing the HLR 100C module with RTUs provides benefits to a variety of building types that fall under ASHRAE Standard 62.1 including offices, schools, higher education, retail, and conditioned warehouses. Given its small size, flexible orientations, and simple installation, the HLR 100C is ideally suited for both existing building retrofits and new construction.
Proven, Award-Winning HLR Technology
Over 1,000 HLR® modules have been designed and installed around the world by leading consulting engineers and HVAC contractors. Air cleaning efficiency has been validated by ASHRAE 145.2 testing, and energy savings have been field validated by multiple utilities who have provided incentives for installing HLR modules as well as by the U.S. Department of Energy. Unlike many other air cleaning technologies, independent lab tests show that Sorbent Ventilation Technology does not produce any byproducts. In 2021, the HLR 100M was named Product of the Year in the HVAC category by the readers of Consulting-Specifying Engineer. In 2024, the HLR 100C was also nominated for HVAC Product of the Year.

Ready to Save Money and Breathe Better?
Contact us today to get started and find out more information about the HLR 100C Air Cleaning Module from enVerid!